
Pulsarlube ATEX系列自动注脂器 滚珠丝杠十大品牌
Pulsarlube EX ATEX系列自动注脂器


帕尔萨EX 型自动注脂器已通过UL、ATEC认证,其设计满足以下要求:UL79《石油产品输送系统用动力泵, ANSI/ISA-12.12.01-2000第八版《I,II级区域2类,III级区域1,2类危险场所用不易燃电气设备》。
这款帕尔萨EX型产品的回路和零件是基于节能理念设计的,采用无火花,防爆式结构,不管是在正常,还是某些异常条件下工作,均能防止电气设备向易爆气体中产生火花。
特点
ATEX
ATEX
取得防爆认证,适用于危险区域以及所有工作环境
展开全文
Service Pack
专用配件包
通过更换专用备件包提高经济效率

LCD
显示器
通过显示屏简易确认工作状态
可联系我们获取
使用说明书 宣传册
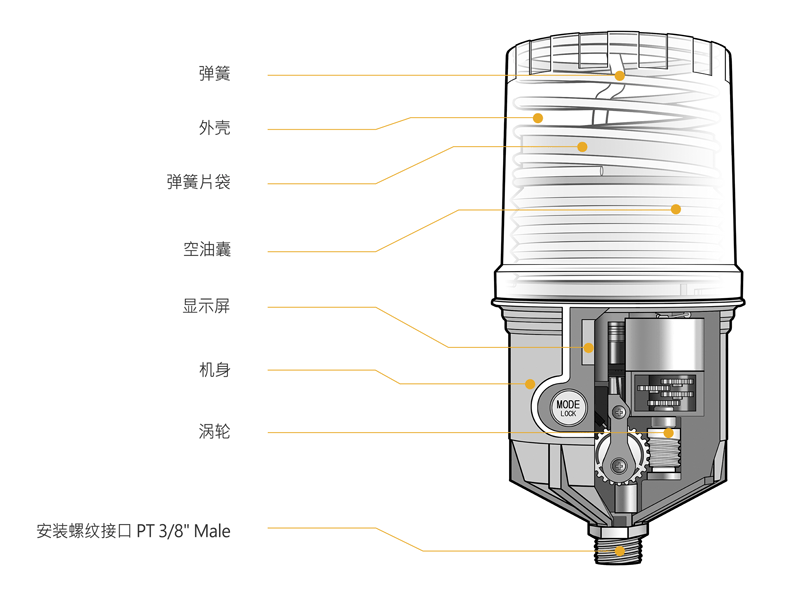
产品结构
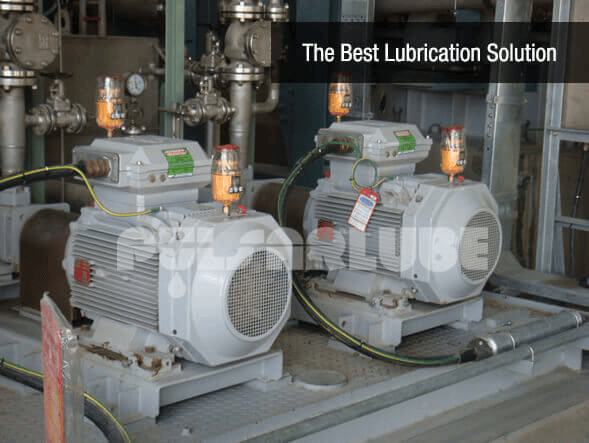
应用于


相关检索:
滚珠丝杠的特点,滚珠丝杠机构原理与设计应用,滚珠丝杠图纸配合尺寸,滚珠丝杠型号表大全,滚珠丝杠螺母钢珠掉了怎么安装,滚珠丝杠世界前十名,滚珠丝杠轴承型号查询尺寸表,国内滚珠丝杠厂家排名,滚珠丝杠轴承安装视频,滚珠丝杠滚珠装配图解视频教程
相关问答:
山东国产滚珠丝杠的使用寿命是多长?
山东国产滚珠丝杠的参数包括: 1. 直径:一般为4mm-80mm不等。 2. 螺距:一般为1mm-50mm不等。 3. 导程误差:一般为0.03mm-0.1mm不等。 4. 额定负荷:一般为1kN-300kN不等。 5. 最高转速:一般为3000rpm-8000rpm不等。 6. 滚珠直径:一般为2mm-20mm不等。 7. 球数:一般为2-100不等。 8. 精度等级:一般为C3-C7不等。 9. 材质:一般为合金钢或不锈钢。 10. 表面硬度:一般为HRC55-HRC62不等。 11. 表面粗糙度:一般为Ra0.4-Ra0.8不等。 以上是山东国产滚珠丝杠的一些基本参数,具体参数还需根据不同型号和用途进行确定。
在什么情况下需要更换滚珠丝杠的黄油?
滚珠丝杠在装配时一般需要加润滑油或润滑脂来减少摩擦和磨损,提高使用寿命和运转效率。黄油可以作为一种润滑脂来使用,但具体是否需要使用黄油还需要根据滚珠丝杠的使用环境和要求来确定。一般来说,厂家会在产品说明书中给出具体的润滑要求和建议。
如果无法自己修理,需要找哪些专业人员进行维修?
滚珠丝杠脱节是指滚珠丝杠传动中,滚珠与螺纹脱离了接触,导致传动失效或产生异常声音。出现这种情况的原因可能是滚珠丝杠的质量问题、使用环境不良或未按照使用要求进行维护等。解决方法包括更换滚珠丝杠、改善使用环境、加强维护管理等。为了避免滚珠丝杠脱节的问题,应该选择品质可靠的滚珠丝杠,保持使用环境清洁干燥,定期对滚珠丝杠进行维护保养。
两者的使用寿命有何不同?
滚珠丝杠和滑台是两种常用的传动装置,它们的主要区别在于: 1. 运动方式不同:滚珠丝杠采用滚动摩擦,而滑台则采用滑动摩擦。 2. 精度不同:滚珠丝杠具有较高的精密度,可以实现高精度位置控制;而滑台的精度相对较低。 3. 载荷能力不同:滚珠丝杠可承受较大的轴向载荷和径向载荷,适用于承受较大力矩的场合;而滑台的载荷能力相对较弱。 4. 速度和效率不同:滚珠丝杠适用于高速传动,速度和效率均较高;而滑台的速度和效率相对较低。 总之,滚珠丝杠和滑台各有优缺点,在具体应用时需要根据具体情况选择合适的传动装置。
滚珠丝杠轴端强度的单位是什么?
滚珠丝杠轴端强度是指滚珠丝杠轴两端的承载能力,也称为轴承容量。它取决于材料的强度、几何形状和制造工艺等因素。在使用过程中,轴端承受着很高的轴向和径向负载,因此必须具有足够的强度和刚度,以保证滚珠丝杠轴的稳定性和可靠性。通常,滚珠丝杠轴端的强度要求符合相关的国家和行业标准或客户要求。
循环形式的设计原理是什么?
滚珠丝杠螺母副的循环形式是指滚珠在螺纹槽内滚动,从而使螺杆与螺母之间产生相对运动,实现传递力和运动的循环过程。具体来说,滚珠丝杠螺母副的循环形式包括以下几个步骤: 1. 螺杆旋转,将滚珠从螺母的进口处送入螺纹槽内。 2. 滚珠在螺纹槽内滚动,同时将螺母沿着螺杆轴向移动。 3. 滚珠到达螺母的出口处,离开螺纹槽,进入回转部分。 4. 螺母在回转部分完成回转,重新进入螺纹槽。 5. 重复以上步骤,实现螺杆和螺母之间的循环传递力和运动。 在滚珠丝杠螺母副的循环形式中,滚珠起到了关键的作用,它既可以减小摩擦力,提高效率,又可以增强传递力,提高精度。同时,螺纹槽和回转部分的设计也非常重要,需要保证滚珠能够顺畅地滚动,不卡滞不脱落,从而保证整个副件的稳定性和可靠性。
为什么需要滚珠丝杠副预紧?
滚珠丝杠副预紧的基本原理是通过调整滚珠丝杠副的预紧力来保证系统的精度和稳定性。在滚珠丝杠副中,滚珠和导轨之间的接触面积非常小,因此必须通过预紧力来保证滚珠丝杠副的稳定性和精度。预紧力的大小取决于系统的负载和运动速度。预紧力过大会导致滚珠丝杠副的摩擦增大,从而影响系统的运动精度和效率,预紧力过小则会导致系统的松动和抖动。因此,滚珠丝杠副的预紧力必须根据实际情况进行调整,以保证系统的稳定性和精度。
改造需要多长时间?
外圆磨床改滚珠丝杠需要先对设备进行一系列的改装和调整,包括: 1. 更换磨头:将原来的磨头更换为适合滚珠丝杠加工的磨头。 2. 更换主轴:将原来的主轴更换为能够承受高速旋转的主轴。 3. 更换控制系统:将原来的控制系统更换为适合滚珠丝杠加工的控制系统,以保证加工精度和效率。 4. 安装滚珠丝杠:在外圆磨床上安装滚珠丝杠及其支撑系统,以保证加工精度和稳定性。 5. 调整机床结构:根据滚珠丝杠加工的特点,对机床结构进行调整,以提高加工效率和质量。 以上是外圆磨床改滚珠丝杠的基本步骤,需要根据具体情况进行调整和优化。同时,还需要注意安全问题,确保改装后的设备符合相关安全规范和标准。
加工滚珠丝杠螺母副的加工精度和表面质量如何保证?
滚珠丝杠螺母副的加工主要包括以下几个步骤: 1. 制定加工方案:根据螺母副的设计图纸和要求,确定加工工艺、工具和设备等。 2. 切削加工:使用数控车床、铣床等机床进行切削加工。首先进行粗加工,将螺母副的外形和尺寸加工出来;然后进行精加工,保证螺纹的精度和表面质量。 3. 热处理:将加工好的螺母副进行热处理,提高其硬度和耐磨性。 4. 表面处理:对螺母副进行表面处理,包括除油、清洗、喷漆等。 5. 装配检查:将滚珠丝杠和螺母按照要求进行装配,并进行检查,确保其质量和性能符合要求。 总之,滚珠丝杠螺母副的加工需要严格按照设计要求和工艺流程进行,才能保证其质量和使用效果。
模型的尺寸和重量是多少?
滚珠丝杠升降机是一种常见的升降设备,由电机、滚珠丝杠、轴承、导轨、支架、平台等部件组成。它的工作原理是通过电机带动滚珠丝杠旋转,使滚珠在丝杠上滚动,从而将平台升降。 建立滚珠丝杠升降机模型需要考虑以下几个方面: 1. 电机:选择适当的电机类型和参数,如电压、功率、转速等。 2. 滚珠丝杠:选择适当的滚珠丝杠规格和长度,以保证承载力和升降高度。 3. 轴承:选择适当的轴承类型和规格,以支撑平台并减小摩擦力。 4. 导轨:选择适当的导轨类型和长度,以保证平台的稳定性和垂直性。 5. 支架:选择适当的支架结构和材料,以承载平台和保证系统的整体强度。 6. 平台:设计合适的平台结构和尺寸,以满足具体需求。 根据以上要素,可以使用CAD软件进行三维建模,并进行模拟分析和优化设计。同时,还需要考虑安全性、可靠性和维护性等方面,以确保设备的长期稳定运行。






评论